Circular economy for concrete

Cement and concrete production in Germany cause the release of approx. 20 million of tons of carbon dioxide each year. This is based on Portland cement, which is combined with materials such as blast furnace slag or fly ash to produce composite cements. Additionally, 100 to 200 million tons of mineral construction waste are generated annually from existing buildings, most of which are reused as sub-base material.
State of the art
Portland cement production is highly developed and therefore offers little potential for energy conservation and emission reduction. Therefore, a further approach is to capture carbon dioxide (CO2) and to concentrate it in order to use it elsewhere or to store it after large-scale transport.
Technology
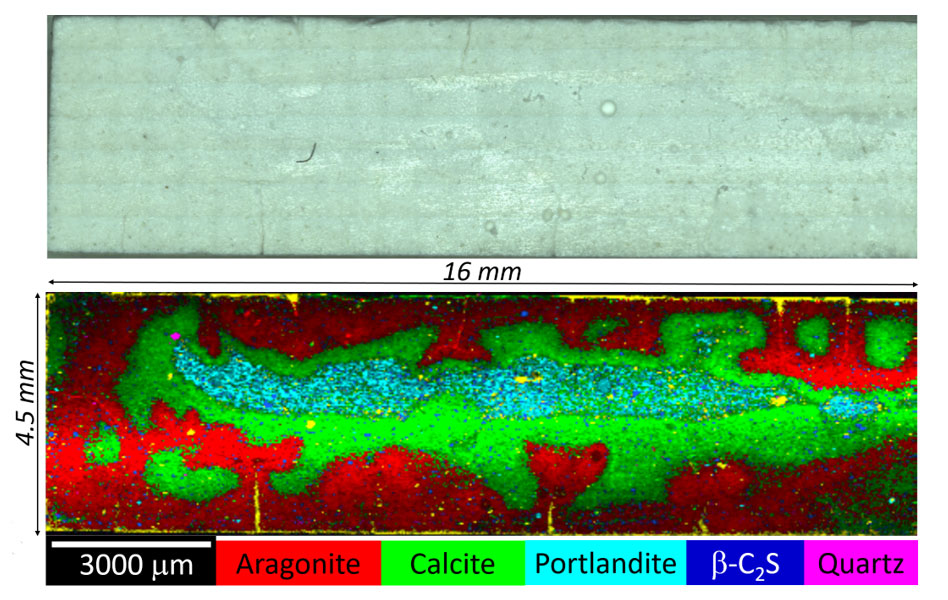
In the recycling of waste concrete, various particle fractions are generated, including crushed aggregate (> 4 millimeters), crushed sand, and a fine fraction (< 200 micrometer). The Institute for Technical Chemistry (ITC) at the KIT is working on three processes that, in combination, enable all three fractions to be fully reused for the net CO2-free production of recycled concrete. The previously underutilized fine fraction is mixed with limestone and transformed into Belite clinker in a patented, electrified process under moderate conditions (degrees Celsius, CO2 atmosphere). This releases CO2, which in turn is used in two processes for the mineral carbonation of the coarser fractions: Crushed concrete sand is carbonated directly in a mill and without the addition of water, whereas crushed aggregates require an autoclave with a coordinated process control for carbonation. The captured carbon dioxide can also come from other sources. Both carbonation methods are currently being operated and optimized at the laboratory scale.
Advantages
The combination of these processes utilizes all particle sizes from concrete waste fines. Furthermore, the porosity of the concrete aggregates decreases due to mineral carbonation, thus reducing water demand and simplifying formulation of fresh concrete. All process steps can be carried out on-site near construction and demolition activities without any CO2 emission.
Options for companies
The range of raw materials for concrete is shifting towards the resource-efficient use of demolition material. By improving the preparation and analysis of concrete waste, subsequent process steps can be optimized. KIT is seeking partners to further develop and scale up the carbonation processes, particularly regarding autoclave technology and control systems.
Images close open
Your contact person for this offer

Innovation Manager Karlsruhe Institute of Technology (KIT)
Innovation and Relations Management (IRM) Phone: +49 721 608-25587
Email: rainer.koerber@kit.edu


